

Болат шарларды өндірудің қарапайым процесі
Шар дайындамасын қалыптау → сақинаны алып тастау → өрескел тегістеу → жұмсақ тегістеу → шар дайындамасын қалыптау → тегіс шар (немесе кесу → жұмсақ тегістеу) → қатты тегістеу → ұсақ тегістеу → дәл тегістеу (немесе жылтырату) → өте дәл тегістеу.
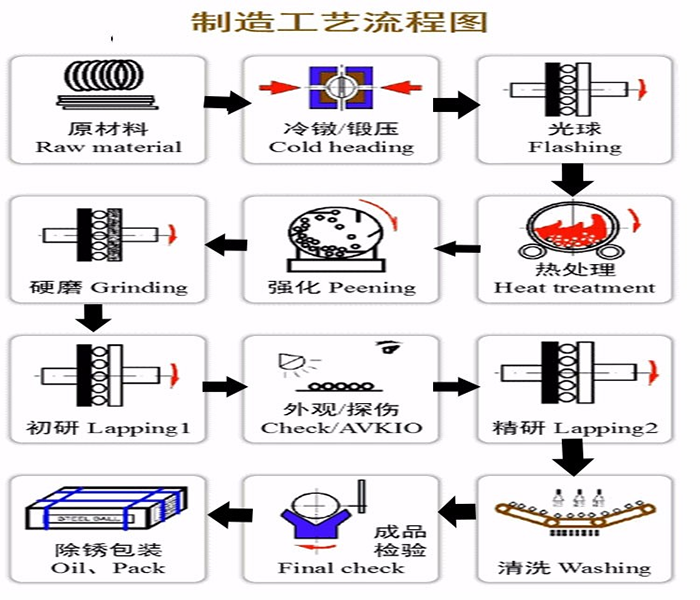
Болат шарларды өндірудің егжей-тегжейлі процесі
1. Сым тарту: сым тарту машинасының көмегімен сымды қажетті диаметрге дейін созыңыз;
2. Суық айдар (соғу): тартылған сымды болат шарикті суық тию машинасына салыңыз және оны шар дайындамасына соғу үшін машинаның ішіндегі болат матрицаны пайдаланыңыз;
3. Лайтбол: Лайтбол машинасының ішіндегі екі шойын ұнтақтау шарикті дөңгелек пластиналарын сыртқы сақинаны және эмбриондағы екі полюсті алып тастау үшін суық бағыттағы эмбрионды басып, файлға салыңыз;
4. Жұмсақ шар: жұмсақ шарикті машинаның ішіндегі екі шойын ұнтақтау шарикті дөңгелек пластиналар оны қажетті шар диаметрі мен бетінің кедір-бұдырына ұсақтау үшін жеңіл шар эмбрионын файл;
5. Термиялық өңдеу: Шарды термиялық өңдеу пешіне салыңыз, оны көміртекті күйге келтіріңіз, сөндіріңіз және оған белгілі бір көміртекті қабат, қаттылық, қаттылық және ұсақтау жүктемесін беру үшін шынықтыру;
6. Қатты ұнтақтау: Тегістеу машинасының ішіндегі тегістеу дөңгелегі дискісі шардың бетіндегі қара оксид қабатын алып тастау және шардың дәлдігін түзету үшін термиялық өңдеуден өткен шарик дайындамасын қысыммен және ұнтақтайды;
7. Дәл тегістеу/жылтырату тазалау: Дәл тегістеу: Дайын өнімнің қажетті дәлдігі мен тегістігіне жету үшін тегістеуіш шарикті эмбрионды дәл тегістеу машинасында ұнтақтаңыз;
Жылтырату және тазалау: Допты жылтырату барабанына құйып, оны айналдырыңыз, содан кейін сфералық бетті жылтырататын тазартқыш затпен және сумен тазалаңыз, оны таза және жылтыр етеді;
8. Сыртқы түрін таңдау: болат шардың бетіндегі ақаулардың бар-жоғын тексеру үшін қолмен визуалды тексеруді пайдаланыңыз және шынайы дөңгелектілікті, партия диаметрінің өзгеруін өлшеу үшін микрометрді пайдаланыңыз және соңғы тексеру ретінде беттің кедір-бұдырын анықтау үшін беттің кедір-бұдырын өлшегішті пайдаланыңыз;
9. Қаптама: болат шарларды/тот баспайтын болаттан жасалған шарларды/мойынтірек болат шарларды тоттануға қарсы май жағып, оларды картон қораптарға немесе тоқыма сөмкелерге салыңыз.
Технологияның дамуымен жабдықты өндіру өнеркәсібінде үлкен салмақты мойынтіректерге сұраныс саны мен сапасы жағынан одан әрі өсті, ал үлкен подшипникті болат шариктердің саны мен сапасына қойылатын талаптарды да сәйкесінше арттыру қажет. Болат шариктер партиясының диаметрінің вариациясы аз болуы керек, болат шардың бетінің кедір-бұдыры аз болуы керек, дәлдігі жоғары болуы керек және болат шардың өзек қаттылығы мен бетінің қаттылығы арасындағы айырмашылық аз болуы керек. Үлкен подшипникті болат шарлардың диаметрі қазір 150MM-200MM-ге жетті.
Үлкен подшипникті болат шарларды өндіру процесі қарапайым сипаттамаларға қарағанда ерекшеленеді. Келесі салыстыру жүргізіледі:
1. Ірі подшипникті болат шарларды дайындау процесі:
Кесу - соғу - күйдіру - токарлық өңдеу - термиялық өңдеу - қатты тегістеу - бастапқы зерттеулер - дәлдікпен зерттеу;
2. Кәдімгі спецификациядағы болат шарларды дайындау процесі:
Сым тарту - Суық айдар - Жеңіл шар - Жұмсақ шар - Термиялық өңдеу - Қатты ұнтақтау - Ұсақ ұнтақтау;
Импорттық подшипникті болат шарларды дайындау процесі
1) Импорттық подшипникті болат шарларды қолданатын жабдықты өндіру
2) Біріншіден, мойынтірек болат шарикті екі тегістеу пластинасының арасына қойғанша тегістеу тақтасын алға жылжыту үшін гидравликалық цилиндрді жүгіртіңіз.
3) Шар розеткасын орнатыңыз және оны бос күйде ұстаңыз. Екі тегістеу пластинасының арасындағы бос орынды болат шарлармен толтыру үшін шпиндельді айналдырыңыз және шариктің шығуын реттеңіз.
Шарды жинайтын пышақ тегістеу пластинасының (немесе тегістеу дөңгелегінің) соңғы бетіне мықтап бекітіледі және шарикті шығаруға бекітіледі. Осы кезде хром болат шарды айналдыру үшін екі тегістеу тақтасына қысым жасаған жөн.
4) Қорғаныш қақпағын жабыңыз, су сорғысын іске қосыңыз, материал науасын іске қосыңыз және негізгі білікті іске қосыңыз.
5) Әрбір зауыттың технологиялық әдеттеріне сәйкес шпиндель мен материал науаның жылдамдығын реттеңіз және бағыттаушы пластинаның әрбір ойығындағы болат шарлардың біркелкі таралуын қамтамасыз ету үшін шарлардың мөлшерін реттеңіз.
Біркелкі бөлінген және бір-бірін қайталамаған.
6) Тегістеу қысымын реттеңіз, жұмыс панеліндегі қысым қосқышын ашық күйге бұраңыз, гидравликалық станция панеліндегі қысымды арттыру клапанын реттеңіз және оны көтеріңіз.
Қысымды көрсетіңіз және оны әрбір зауытта бекітіңіз және іске қосу кезінде қысымды ұстап тұру үшін гидравликалық жүйеге назар аударыңыз.
7) Қалыпты жұмыс жағдайында жұмыс күйін, қысымды және хосттың біркелкі кіруі мен шығуын үнемі қадағалап отыру қажет.
8) Болат шар белгіленген өлшемге және бет сапасына жеткенде, алдымен жұмыс қысымын азайтыңыз, содан кейін негізгі тоқтату түймесін басыңыз.
9) Мойынтіректің болат шарын алу үшін контейнерді дайындаңыз.